When you grab a fresh carbide bur, do you ever stop to think how it was created? You probably should.
Similar to our diamond manufacturing process, we’re just as open about our carbide manufacturing process. Learn all the details about what happens before your Komet carbide bur arrives at your office.
Cutting Steel
A machine cuts the steel to length and produces a bevel on one end.

Tempering
The area that will be the neck of the instrument is heated and then cooled to toughen the carbide.
Soldering
The tungsten carbide is soldered on the long steel piece that was created in step one.
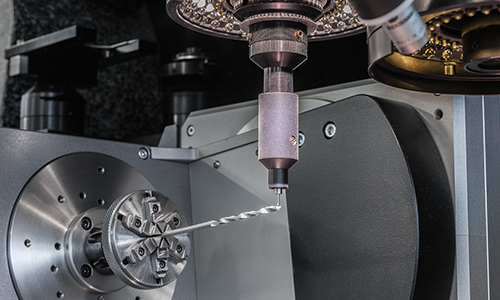
Form Grinding
The working part gets its specific shape, and the neck is ground.

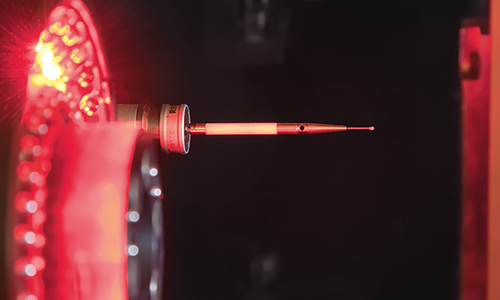
Flexural Strength Test
During this step, the strength of the two-piece construction is tested by applying loads at three points.
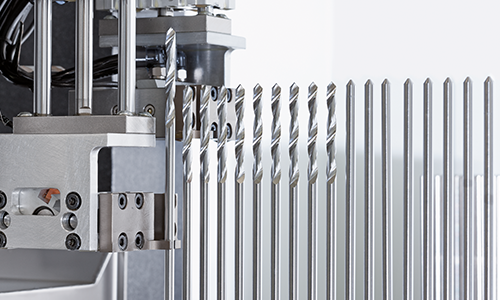
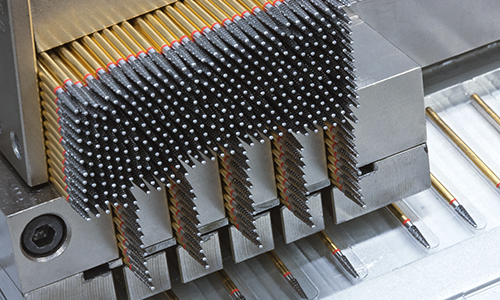
Toothing
The blank is grinded to its specific toothing. This includes staggered, crosscut and more.
Did you know that Q-Finishers™ have a cross-cut toothing that is unique to Komet? The special toothing provides outstanding accuracy, efficiency and comfort.
Shank Grinding
The required shank (FG, FGSS, etc.) is ground.

Optional Shank Coating
If required, some of our carbide burs will be dipped in a bath to change the color of the shank.
Color Coding
The carbide burs are color coded according to the amount of blades.
For more information on our carbide color-coding system, check out our guide.

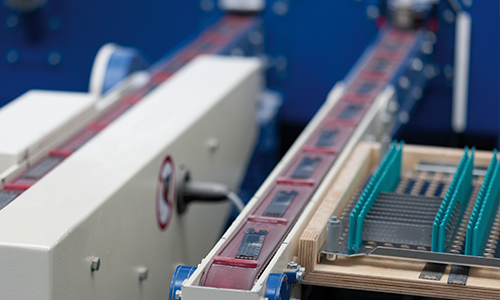
Quality Check
Every production batch will be checked according to our high-quality standards, ensuring that the product is free of scratches and has the correct color code and measurements.

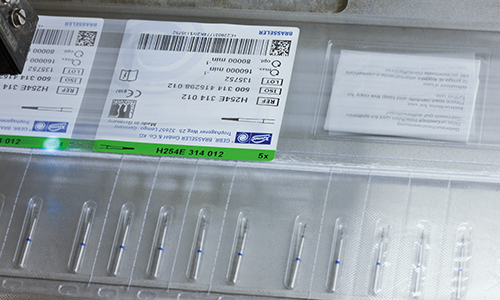
Packaging
Our burs are packed under cleanroom conditions. Afterward they will be sterilized to be ready to use directly.
'
View our
carbide bestsellers.